"스마트폰으로 보시는 분들은 사진이 많기에 데이터 주의하시기 바랍니다."
2022-08-27 수업의 기록
<1차 살채우기>
용접 전류 : 110~112A
용접봉 각도 : 90도
<2차 표면 쌓기>
용접 전류 : 110~112A
용접봉 각도 : 90도




용접 연습을 하기 전, 모재를 가공합니다.
28일이 시험날이기에 오늘은 모재를 연습용과 실기 시험 지참용으로 2가지로 준비하였습니다.
조건은 다음과 같습니다.
6T - 루트 폭 : 2mm
9T - 루트 폭 : 2mm






가접 전류 : 115A
용접봉 각도 : 90도
모재 간격 : 약 3mm
루트 폭 : 2mm
개인적으로 ON/OFF 스위치가 달린 자석보다는 사진상에 나온 자석이 조금 더 편한 느낌이 있더라구요.
둘 다 쓸만한 자석이지만 보다 편한걸 선택해서 사용하시면 좋으실 듯 합니다.
시험에는 시험모재와 동일 사이즈의 모재를 지참할 수 없기때문에
연습용 모재를 6t, 9t 각 3개씩 붙여 모재 두께 별 두줄씩 실기 시험에서 연습할 수 있게 준비하였습니다.




<초층 용접 - 이면 비드>
용접 전류 : 88~90A
용접봉 각도 : 90도




<초층 용접 - 이면 비드>
용접 전류 : 90~92A
용접봉 각도 : 90도
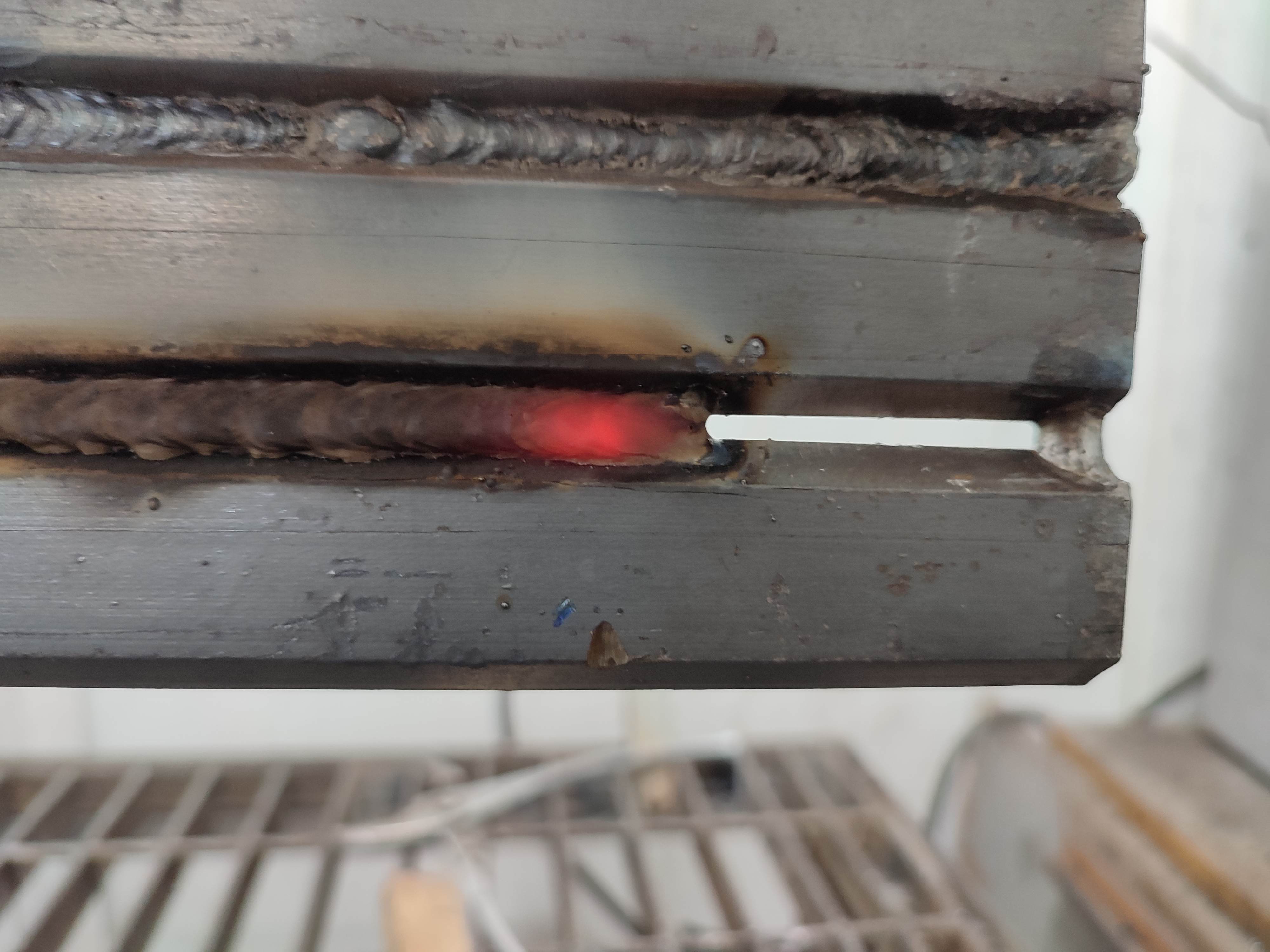
1차 용접에서 이면비드가 낮게 형성되어 보다 깊고 충분하게, 키홀 발생이 확실하게 되며 운봉하고 있는지를 중점적으로 신경썼습니다.
조건은 동일하기에 용접 전류만 2A정도 올려주었고 제 용접습관 기준에는 충분한 키홀이 발생하였고 이면비드 높이도 만족스러운 수준입니다.



<표면 용접 - 표면 쌓기>
용접 전류 : 114~116A
용접봉 각도 : 90도
확실하게 용융풀이 개선라인까지 미세하게 먹어 용입되도록 용접합니다.
좌,우로 운봉하면서 충분히 모재와 용접봉이 용융되어 용접되도록 신경씁시다.
천천히 운봉하되 너무 과하게 천천히 운봉하면 비드가 높히 쌓일 수 있으니 자신의 운봉 속도,습관에 연습을하여 적정선을 찾는 것이 중요합니다.



<초층 용접 - 이면 비드>
용접 전류 : 85~86A
용접봉 각도 : 45도
천천히 키 홀(Key Hole) 발생에 신경쓰며 운봉합니다.





<표면 용접 - 표면 쌓기>
용접 전류 : 114~116A
용접봉 각도 : 90도
표면을 쌓을 때, 아래보기에서와 동일하게 개선라인에 용융풀이 살짝 먹도록 운봉하되 확실히 좌,우로 머물며 운봉해줍니다.



<초층 용접 - 이면 비드>
용접 전류 : 88A
용접봉 각도 : 45도
수평 용접은 개인적인 생각으로 운봉방법이 중요하다고 생각합니다.
제 경우에는 초승달 모양으로 운봉을 하는 경우도 있고 위,아래 지그재그로 운봉하는 경우도 있습니다.
어찌됬건 제일 자신있는, 편한 자세로 키홀이 제대로 발생하는 것이 포인트인 점에 포커스를 맞춥니다.





<표면 용접 - 표면 쌓기>
용접 전류 : 114~116A
용접봉 각도 : 45도
개개인별로 표면비드 쌓기는 다를 수 있습니다.
제 경우에는 2줄 쌓기를 기준으로 표면을 쌓으며 먼저 아래라인을 비교적 빠른 속도로 용접을 하고
이후 윗 라인을 용접하되 용접봉 끝이 윗 개선면을 향하게하여 모재와 잘 융접될 수 있게 합니다.


<초층 용접 - 이면 비드>
용접 전류 : 95~96A
용접봉 각도 : 90도
이면 비드가 중간으로 갈 수록 미흡한 느낌이지만 일단 용접을 진행하였습니다.
실제 용접시에는 98~100A로 높여 용접해야할 것 같습니다.





<1차 살채우기>
용접 전류 : 110~112A
용접봉 각도 : 90도
천천히 좌,우 운봉하여 살을 채워 줍니다.
살을 채우되 좌,우에 용접된 살 사이로 슬래그를 확실히 제거해주어야 표면쌓기에서 문제가 발생하지 않습니다.


<2차 표면 쌓기>
용접 전류 : 110~112A
용접봉 각도 : 90도
용접 끝단에 아크를 2~3회정도 발생했다가 끊고 발생했다가 끊고를 반복하여 크리에이터 처리를 해주어 이쁘게 용접 끝단 처리를 해줍니다.

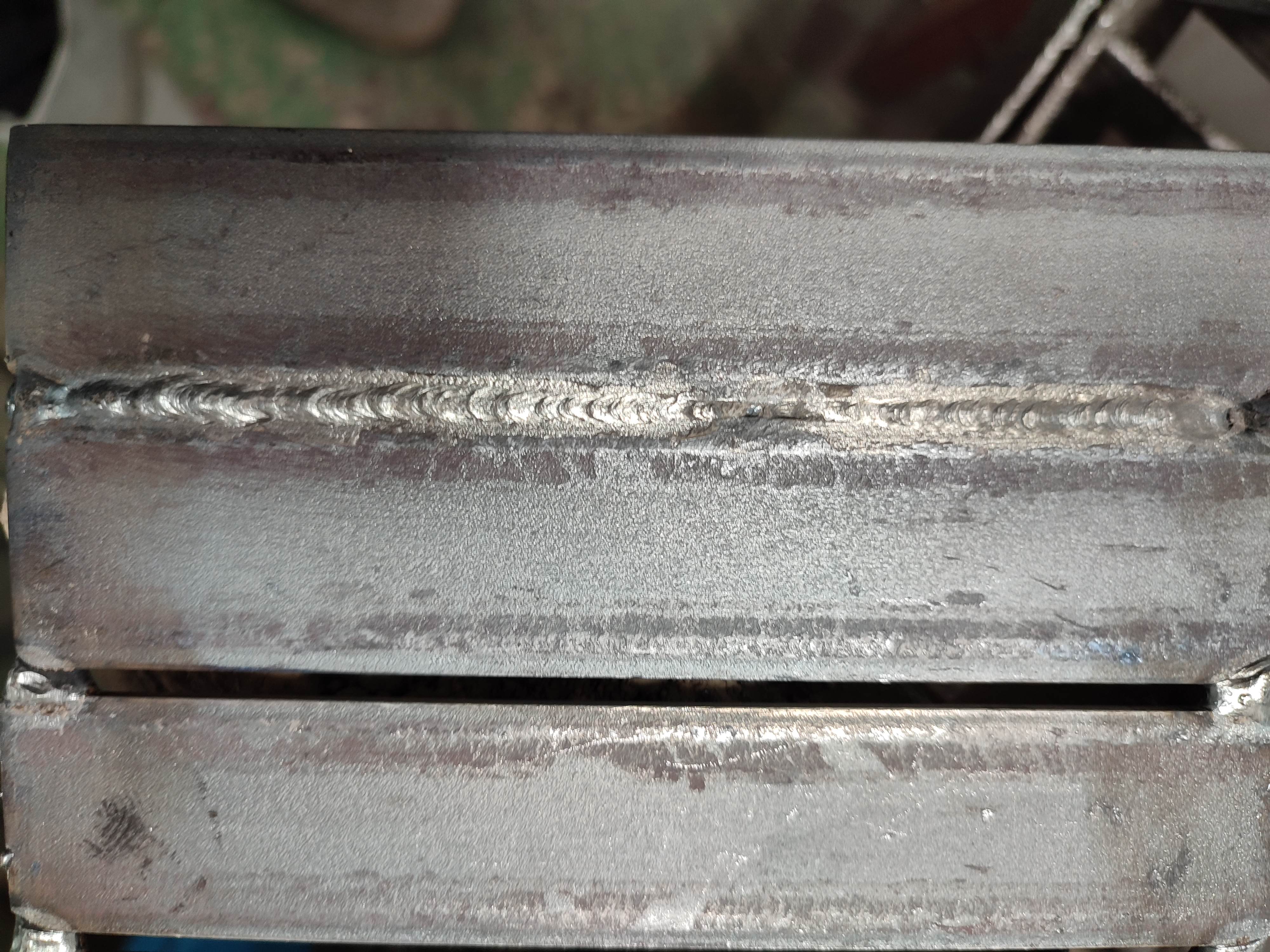
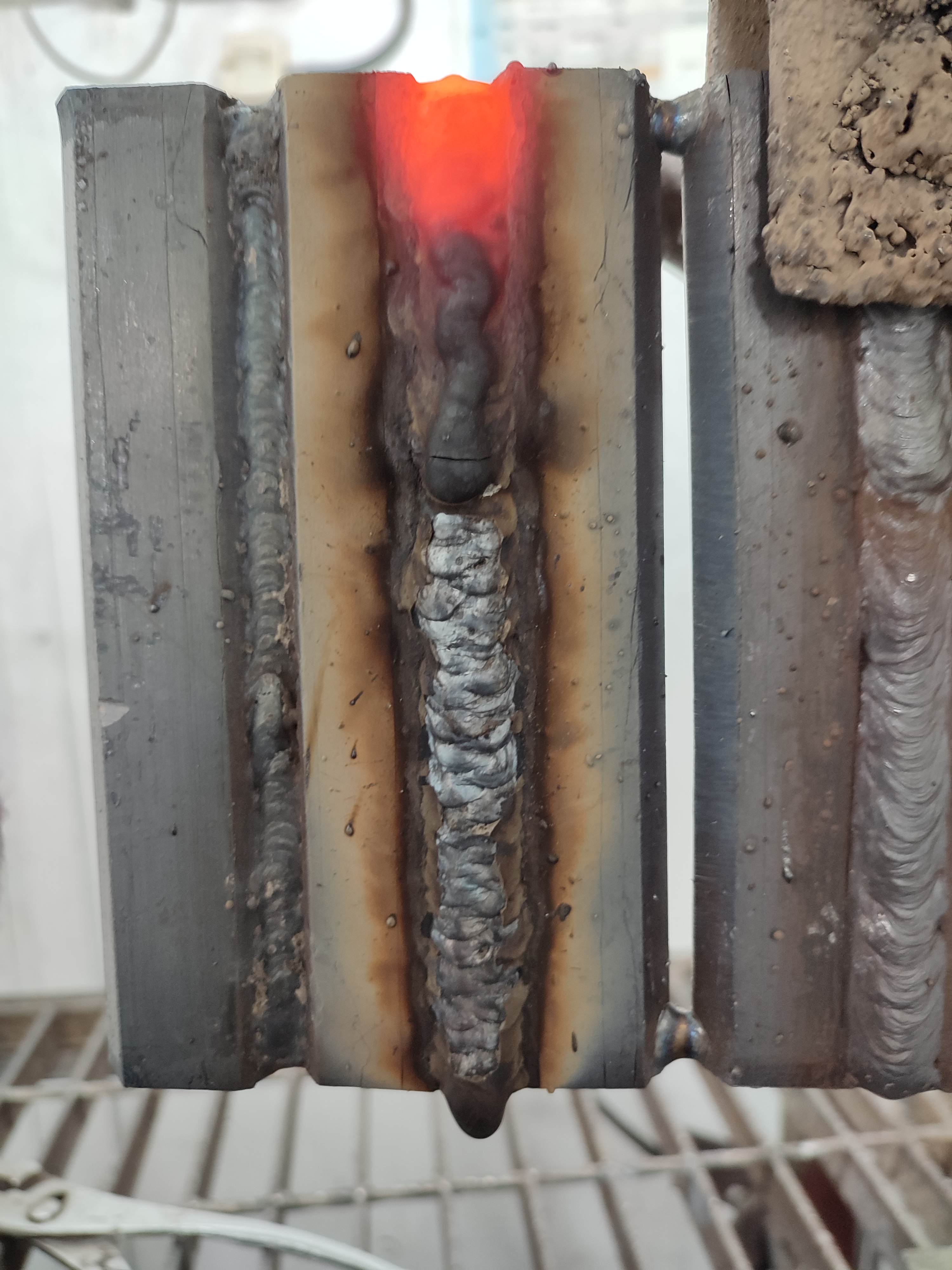
살채우기 시 슬래그를 충분히 깨끗하게 제거해주지 않아 용접물이 이동하지 않아 언더컷이 발생하였습니다.
이때, 용접하면서 슬래그물이 올라와 슬래그물쪽으로 용접봉을 이동시켜 슬래그물을 밀어내어 용접물이 채워지도록 했어야하는데 신경을 못써서 슬래그가 차올랐습니다.
그 결과, 언더컷이 발생한 듯 싶습니다.


<초층 용접 - 이면 비드>
용접 전류 : 96~97A
용접봉 각도 : 45도
용접 시 제일 슬래그가 쉽게 제거되지 않는 자세가 수직, 수평인 것 같습니다.
연습떄는 그렇다 치지만 실기 시험에서는 확실하게 미세한 슬래그도 제거할 수 있도록 합니다.





<1차 살채우기>
용접 전류 : 119~120A
용접봉 각도 : 45도
아래보기와 동일하게 좌,우 운봉하면서 개선면까지 녹여 용접될 수 있게 합니다.


<2차 표면 쌓기>
용접 전류 : 110~112A
용접봉 각도 : 45도
표면을 보면 약1초정도 멈춰가며 좌,우로 운봉하였습니다.
비드에서도 볼 수 있다시피 운봉폭이 약간 크지만 적당한 선인 것 같습니다.


<초층 용접 - 이면 비드>
용접 전류 : 97~98A
용접봉 각도 : 45도
조금 부족한 전류 값으로 키홀이 발생 크기가 작은 것을 볼 수 있습니다.
그래도 이면비드를 보면 생각보다 충분한 이면 비드가 나왔기에 이대로 용접을 진행하였습니다.




<1차 살채우기>
용접 전류 : 122~124A
용접봉 각도 : 45도
살 채우기는 2줄로 채웠습니다.
먼저 아랫 개선면부터 중심까지 빠르게 지그재그 운봉을 하여 살을 채워준 후,
윗라인은 윗 개선면 중심으로 용접을 하되 확실히 개선면을 녹이며 깊은 골쪽까지 용접물이 차올를 수 있도록 합니다.




용접 팁이라면 용접봉 끝단을 송곳처럼 갈아 깊은 꼴쪽에 제거하기 어려운 슬래그를 보다 편하게 제거할 수 있습니다.
실기 시험에 미리 준비해가시면 좋습니다.

<2차 표면 쌓기>
용접 전류 : 110~113A
용접봉 각도 : 45도
마지막으로 표면 쌓기인데 학원에서 스탠다드로 제시하는 것은 3줄 쌓기였습니다.
제 경우에는 2줄 쌓기, 3줄 쌓기 전부 해보았지만 2줄 쌓기가 보다 깔끔한 느낌이 있어 2줄 쌓기를 주로 합니다.
2줄 쌓기의 핵심이라고 한다면 밑 라인을 용접할 시에 아랫 개선면부터 중심라인까지 운봉을하며 평소 운봉 속도보다 빠르게 운봉합니다.
그렇지않으면 너무 많은 용접물이 발생하여 아래로 처지는 현상이 발생할 수 있습니다.
윗 라인 용접시에는 윗 개선면을 녹여가며 평소 운봉 속도 보다 빠르게 운봉하며 이동합니다.
이 또한 평소 속도나 느린 속도로 운봉하면 비드 높이가 높아지기에 적당 선을 찾는 것이 중요합니다.
'용접기능사' 카테고리의 다른 글
| [용접기능사] 실기시험 후기 (4) | 2022.09.12 |
|---|---|
| 용접기능사 실기 시험 준비물 (시험 후 작성) (0) | 2022.09.09 |
| 11_용접기능사 일지_6T,9T (아래보기,수직,수평,) 이면비드 중점 용접 (0) | 2022.09.06 |
| 10_용접기능사 일지_6t(아래보기,수직), 9t(수직,수평) (0) | 2022.09.04 |
| 9_용접기능사 일지_6T,9T (아래보기,수직,수평,위보기-F,V,H,OH) (0) | 2022.08.21 |



