안녕하세요
Kevin 입니다.
오늘은 FDM 3D프린터의 필라멘트 피딩 방식에대해 다뤄보려 합니다.
하나하나 알아가보도록 하시죠!
| 보우덴(Bowden) | 직결식(Direct) |
 |
 |

위 사진을 토대로 보우덴 및 직결 방식의 개념과 장단점을 설명드리겠습니다.
보우덴 방식(Bowden) : 필라멘트를 압출기로 밀어 압출하는 방식.
- 보통은 압출기와 일체로되어있는 형식이 아닌 프레임부분에 고정으로 피딩모터와함께 피딩시스템이 붙어있는 방식입니다.
직결 방식 (Direct) : 압출기에서 필라멘트를 당겨 압출하는 방식
- 보통 압출기와 피딩모터 및 피딩시스템이 일체로만들어져 있는 방식입니다.
비교표
| 출력 품질 | 출력 속도 | 리트랙션 제어 | 압출 안정성 | 재료 다양성 | |
| 보우덴(Bowden) | 낮음~중간 | 고속 출력 적합 | 부정확 | 낮음 |
부드러운 특성의 필라멘트 사용 힘듬 (ex - Flexible Filament) |
|
직결(Direct) |
중간~높음 | 저속 출력 적합 | 정확 | 높음 | 모든 필라멘트 수용 가능 |
* 비교 결과는 절대적인 것은 아닙니다.
부가설명
출력품질, 압출 안정성
보우덴 - 필라멘트가 필라멘트가이드 튜브를 통해 공급되는데 이때 가이드 튜브의 내경은 2mm이며 필라멘트는 1.75mm가 보통인데 0.25mm라는 공차로 인하여 정확한 량의 압출 제어가 직결 방식대비 성능이 떨어지는 편이기때문에 "낮음~중간"과 같은 결과가 도출되었습니다.

직결 - 출력품질에대해서는 직결(Direct) 방식은 무거운 모터가 같이 달려있어 이송되기때문에 필연적으로 "관성"이 작용할 수 밖에 없습니다. 그렇기때문에 속도를 올리게되면 관성으로인하여 출력 품질이 떨어지지만 보우덴 방식과 같이 공차같은 요소가 덜하기때문에 압출에대한 안정성은 매우 높은 편입니다.
그렇기때문에 저속으로한다면 출력 품질은 그만큼 높을 수 밖에 없는 결과입니다.
추가 정보
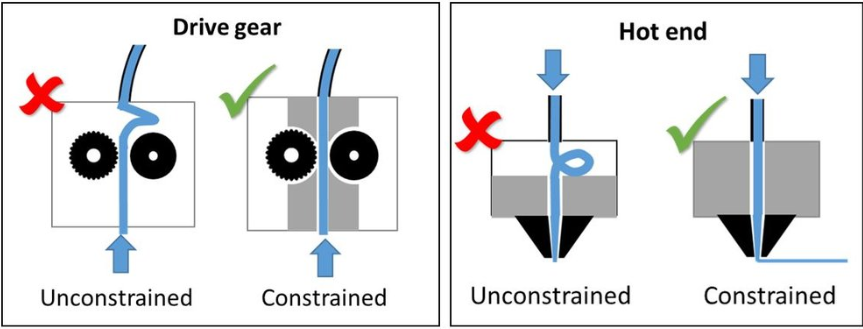
기존 피딩시스템은 모터부의 축에 기어가 채용되어있고 반대쪽은 베어링형태로 스프링장력을 이용하여 필라멘트를 압력으로 눌러주어 필라멘트를 압출하는 방식이였습니다.
기존 이 방식의 문제점은 스프링 장력이나 베어링 상태에따라 필라멘트의 공급이 불안정하다는 것이였습니다.

이 점을 개선하여 나온 것이 듀얼기어 시스템의 BMG Bondtech 익스트루더입니다.


이 파츠가 출시되면서 기존 기어의 보조역할만 하던 베어링이 하나의 기어로 변하면서 보다 강하게 필라멘트를 잡아줌으로써 압출의 안정성이 향상되었고 곧 바로 직결식 및 보우덴방식에 채용되어 출력안정성을 향상시켰습니다.
또한 최근들어 나오는 프린터들은 BMG Bondtech 파츠가 채용되어 출시되거나 카피제품이나 자체개발 듀얼기어 시스템이 장착되어 나오는 추세입니다.
제가 최근 포스팅한 이 제품 또한 BMG와 E3D 제품의 혼합 카피제품입니다.
https://siso404.tistory.com/6?category=851435
Mellow사 BMG Aero Kit
안녕하세요 나홀로공방의 Kevin입니다. 오늘은 이전부터 흥미있어 보였던 제품들의 말도안되는 혼합버전의 부품을 발견해서 주문도하고~ 공유도 드릴겸 글 올립니다. 현재 코로나19로 인해 주문이 언제 발송될..
siso404.tistory.com
출력 속도
보우덴 - 보우덴 방식은 노즐부에 모터가 달려있지 않기때문에 무게로인한 관성이 덜한 편입니다. 그렇기때문에 고속으로 출력 시에 직결대비 나은 품질 및 이동안정성을 보입니다.
직결 - 직결 방식은 위에서도 말했다시피 무거운 모터로인한 관성으로 출력 속도 및 가속도는 일정 속도 이상으로 설정하는 것은 하드웨어 안전 및 내구도 상 매우 좋지 못한 행동입니다.
리트렉션 제어
보우덴 - 위에도 언급되어있다시피 필라멘트 가이드 튜브 내의 공차로인하여 필라멘트를 노즐부에서 철회 및 재압출 시 부정확한 압출값을 가지게됩니다. 그렇기때문에 리트렉션 제어가 쉽지 않고 이로인하여 거미줄 현상이라고 불리는 출력 품질 저하를 일으킬 수 있습니다.

또한 이를 어느정도 해결하기위해 리트렉션의 길이를 길게 조절하여(통상5.5mm~6mm) 해결하는 경우가 있지만 이는 잘못 조정할 경우 노즐막힘을 유발을 초래할 수 있습니다.
직결 - 직결 방식은 보우덴 방식처럼 튜브의 공차를 신경쓰지 않아도 되고 노즐부와 최단거리로 피딩시스템이 위치하여 보다 정확한 필라멘트 이송 제어를 하기때문에 리트렉션 제어 또한 훌륭할 수 밖에 없습니다.
재료 다양성
보우덴 - 보우덴 방식의 경우, 플렉시블 필라멘트를 절대적으로 사용할 수 없는 것은 아니지만 이또한 필라멘트 가이드 튜브 내의 공차로 인하여 제대로된 압출이 힘듭니다. 일반 PLA필라멘트의 경우 단단하여 미는데로 밀리지만 플렉시블 필라멘트는 말랑말랑하기 때문에 필라멘트 가이드 튜브 내부 뿐만아니라 그외 압출기부에서도 미는 족족 구겨지면서 압출불량 현상이 발생할 수 있습니다.

또한 개방된 피딩시스템의 경우 플렉시블 필라멘트가 구겨지면서 외부로 노출되어 압출불량 현상이 발생할 수 있습니다.

직결 - 직결 방식의 경우엔 노즐과 최단거리에서 피딩을 해주기때문에 위와같은 현상은 거의 없다고 생각하시면 될 것 같습니다.
이상으로 보우덴(Bowden)방식과 직결(Direct)방식에 대해 알아보았습니다.
이외로 이 두가지 방식의 중간정도 되는 방식이지만 두가지의 장,단점을 보완,개선한 방식이 있습니다.
Flying Extruder
Nimble extruder
라고 불리는 두가지 방법이 있습니다.
이에대해선 밤이 깊었으니 내일 자세히 다뤄보도록 하겠습니다.
감사합니다^^
'*****3D 프린터*****' 카테고리의 다른 글
| Anycubic Wash&Cure2 Unboxing_애니큐빅 워시앤큐어2 언박싱 (0) | 2020.12.31 |
|---|---|
| 정리 (0) | 2020.06.20 |
| 3D Printer문제 - 베드 흔들림(순정스프링? 금형스프링 ?) (0) | 2020.03.28 |
| 압출 방식 : Frying Extruder, Remote Direct Extruder (0) | 2020.03.11 |
| 현재 보유 프린터 목록 (0) | 2020.03.09 |



