안녕하세요
Kevin 입니다.
어제에 이어 FDM 3D프린터의 필라멘트 피딩 방식! 보우덴 및 다이렉트 방식 이외의 방식에대해 다뤄보려 합니다.
하나하나 알아가보도록 하시죠!
| 플라잉 익스트루더(Frying extruder) | 원격다이렉트 방식 (Remote Direct Extruder) |
 |
 |
위 사진을 참고하시어 설명보시면 되겠습니다.
플라잉 익스트루더(Frying Extruder) : 필라멘트를 노즐부로 밀어 압출하는 방식.
- 피딩시스템이 노즐부 상단에 공중에 위치하여 필라멘트를 노즐부로 밀어 압출하는 방식입니다.
원격다이렉트 방식 (Remote Direct Extruder) : 노즐부에서 필라멘트를 당겨 압출하는 방식.
- 플렉시블 샤프트(Flexible Shaft)를 이용하여 노즐에 모터를 장착하지 않고도 필라멘트를 당겨 압출하는 방식입니다.



비교표
| 출력 품질 | 출력 속도 | 리트랙션 제어 | 압출 안정성 | 재료 다양성 | |
| 플라잉 익스트루더(Frying Extruder) | 중간~높음 | 중,고속 출력 가능 | 보우덴 대비 정확 | 중간 |
특정 조건 충족시 사용 가능 |
|
원격다이렉트 방식 (Remote Direct Extruder) |
중간~높음 | 중,고속 출력 가능 | 보우덴 대비 정확 | 중간~높음 | 모든 필라멘트 수용 가능 |
* 비교 결과는 절대적인 것은 아닙니다.
부가설명
출력품질, 압출 안정성
플라잉 익스트루더(Frying Extruder) - 보우덴 대비 피딩시스템과 노즐부사이의 거리가 가까워진 만큼 압출에대한 안정성 및 출력품질은 올라갔다고 볼 수 있습니다. 하지만 완전한 직결식 효과를 얻기엔 어느정도의 거리가 떨어져 있으므로 어쩔 수 없이 가이드튜브의 공차 영향을 받습니다. 그렇기때문에 출력 품질은 "중간~높음"의 결과가 도출되었습니다.
하단 사진의 출처 비디오 영상을 보시면 플라잉 익스트루더에대한 한가지 우려되는 점이 있습니다.
이 플라잉 익스트루더는 적용하자면 어떤 FDM프린터든 다 적용할 수 있어보이지만 델타프린터에는 조금 위험성이 있어보입니다. 플라잉 익스트루더 자체가 공중에 떠있기때문에 사방팔방으로 움직여 델타프린터의 축을 가격할 수 있어보입니다. 이는 출력품질에도 영향을 끼칠뿐만 아니라 나아가 축 자체가 파손될 수 있는 가능성이 있다고 생각하네요.

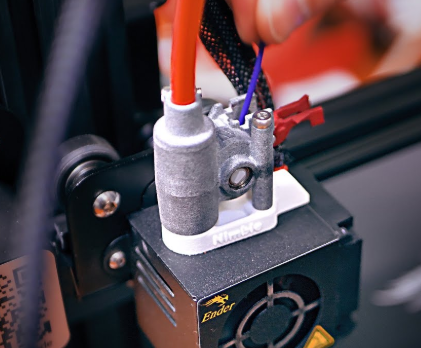
원격다이렉트 방식 (Remote Direct Extruder) - 노즐부에 모터가 같이 장착되어있는 직결(다이렉트) 방식과는 다르게 플렉시블 샤프트(Flexible Shaft)를 사용하여 노즐부의 무게는 줄이면서 동시에 직결(다이렉트) 방식의 장점까지 가져왔기 때문에 출력 품질은 "중간~높음"의 결과가 도출되었습니다.
이에대한 대표적인 모델은 Zesty사의 님블 익스트루더 (Nimble Extruder)가 있습니다.
Flexible Shaft(Flexible bit)


전동드릴을 구매하면 사은품으로 딸려오는 경우가 많은, 플렉시블 샤프트라고 하는 물건입니다. 보통 플렉시블 비트라고도 불리죠.
출력 속도
플라잉 익스트루더(Frying Extruder)- 직결 방식에서 큰 문제점이 노즐부가 고속 움직이면 모터무게로 인하여 진동 발생 또는 정확한 위치에 이송하지 못하는 단점이 있습니다. 그래서 직결방식은 출력속도를 느리게하여 출력하여야만 하는 단점이 존재합니다.
플라잉 익스트루더는 이 단점을 상쇄할 수 있도록 모터부분을 피딩시스템을 노즐부 자체에서 분리하여 공중에 위치시킴으로써 어느정도 단점을 상쇄하였고 이로인해 어느정도 출력 속도를 빠르게 설정하여 출력할 수 있습니다. 하지만 이 또한 완벽할 수 없는 부분은 최대한 플라잉 익스트루더와 노즐부 사이의 튜브 간격을 짧게 할수록 압출 제어에는 용이하지만 점점 모터 무게에대한 영향을 받을 수 있기때문에 그부분을 잘 타협하여 플라잉 익스트루더와 노즐부 간격을 조정하여야 할 것 입니다.
원격다이렉트 방식 (Remote Direct Extruder) - 원격 다이렉트 방식은 플렉시블 샤프트를 사용함으로써 노즐부의 무게를 가볍게 하였습니다. 그로인해 출력속도는 고속으로 진행 할 수 있는 장점이 있습니다.
리트렉션 제어
플라잉 익스트루더(Frying Extruder)- 위에도 언급되어있다시피 필라멘트 가이드 튜브 내의 공차 및 플라잉 익스트루더와 노즐부의 간격에따라 리트렉션 제어 성능의 미세한 차이가 있을 것 같습니다.
기존 보우덴 방식 대비 노즐부에 수직방향으로 설치되어있는 플라잉 익스트루더는 튜브 마찰의 영향을 덜 받을 것으로 예상되며 필라멘트 제어 반응 속도 또한 보우덴 방식보다는 훨씬 좋을 것이라고 예상됩니다.
원격다이렉트 방식 (Remote Direct Extruder) - 플렉시블 샤프트를 핵심 부품으로 사용되므로 플렉시블 샤프트의 품질이 모든 작동 품질에 영향을 미칩니다. 리트렉션 제어도 말이죠.
보통 원격 다이렉트 방식이라고 하면 대표적으로 Zesty사의 Nimble extruder를 떠올립니다. 이 익스트루더는 이슈가 몇가지 있었는데 그중 대표되는 것이 플렉시블 샤프트 품질 이슈였습니다. 내부 스프링의 문제였던 것으로 알고 있는데 지금은 품질 개선을 통해 해결되었다고 합니다...^^
재료 다양성
플라잉 익스트루더(Frying Extruder)- 이전 포스팅에서도 언급하였드시 플렉시블 필라멘트를 사용함에 있어서 보우덴은 너무나도 취약한 약점들이 많았습니다. 하지만 그부분에대해 플라잉 익스트루더는 노즐부와 익스트루더 간의 거리를 짧게함으로써 사용할 수 있는 환경을 만들었습니다. 물론 거리가 멀어지면 멀어질수록 문제가 생길 확률이 높습니다.
그리고 익스트루더의 피딩부가 오픈된 형태가 아닌 막혀있는 형태여야 원활한 플렉시블 출력이 가능합니다. 그것이아니라면 아래 첨부된 그림과같이 될 수 있을테니까요 ^^

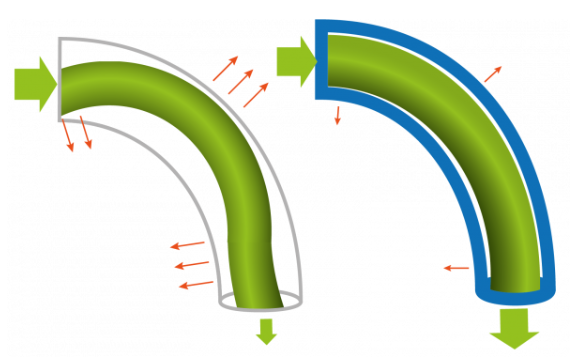
원격다이렉트 방식 (Remote Direct Extruder) - 원격다이렉트 방식의 경우 직결 방식과 같기때문에 당연하게 사용이 가능합니다.
이상으로 오늘 포스팅을 마치며
궁금하신점이나 상기 내용 중 잘못 알고있는 부분이 있는 경우 지적해주시면 감사하겠습니다.
감사합니다.
'*****3D 프린터*****' 카테고리의 다른 글
| Anycubic Wash&Cure2 Unboxing_애니큐빅 워시앤큐어2 언박싱 (0) | 2020.12.31 |
|---|---|
| 정리 (0) | 2020.06.20 |
| 3D Printer문제 - 베드 흔들림(순정스프링? 금형스프링 ?) (0) | 2020.03.28 |
| 압출 방식 : 보우덴 VS 다이렉트(직결식) (0) | 2020.03.11 |
| 현재 보유 프린터 목록 (0) | 2020.03.09 |



