"스마트폰으로 보시는 분들은 사진이 많기에 데이터 주의하시기 바랍니다."
지난 일지에 이어 포스팅하겠습니다.
2022-07-24_2 수업의 기록
그라인딩 해놓은 모재들을 가접을 해놓아 아래보기가 어느정도 이면비드가 나온 것을 확인하고
수직, 수평을 이어 연습하였습니다.


제 경우에는 아래보기와 위보기 자세를 제외하고는 위와 같이 용접봉을 대각선으로 홀더에 물립니다.



약 85~86A 전류 값으로 설정해 놓고 절반을 수직자세로 용접한 뒤 깡깡이 망치로 다시 용접할 표면의 똥을 제거하고 브러싱해줍니다.
이렇게 중간에 한번 끊고가는 이유는 나중에 용접기능사 실기 분석 포스팅에서 다루겠지만
자세에따라 다르지만 제가 용접하면 수직의 경우 용접봉(3.2파이) 1개가 다 들어가도 전체 용접이 되지 않습니다.
이는 실기 시험에 있어 벤딩 시험에서 큰 오작의 원인이 될 수 있기에 절단되는 중간에 한번 끊어 새로운 용접봉으로 갈아끼우고 용접을 합니다.



이면비드를 보면 아쉽게도 스무스하게 이면비드가 이어져 나오질 않아 아쉬운 부분이 있지만
실제 시험에서는 중간부분을 약 10mm정도 절단하여 없애기 때문에 저정도의 이면비드 실수는 괜찮지 않을까 생각해봅니다.
물론, 다음 연습때는 안정적으로 10개를 떼우면 10개 다 스무스하게 이면비드 이어짐이 될 수 있게 연습을 해야겠죠.




수평의 경우, 약 89~90A 전류값을 주고 용접을 진행하였습니다.
생각보다 윗줄, 아랫줄 용접을 계속 하다보니 제일 마지막에 진행한 수평의 모재 간격이 열수축에 의해 많이 벌어져 있었네요.
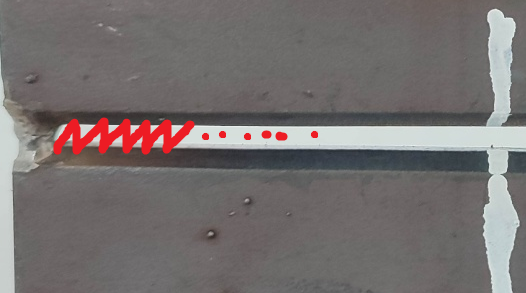
그래서 평소같았으면 이렇게 지그재그 형태로 용접을 진행하여 위와 아래의 루트면을 확실히 녹여주었을 텐데 모재 간격이 큼으로써 생각보다 모재가 빨리 녹아 아래와 같이 운봉을 할 수 밖에 없었습니다.

물론 두가지 운봉법을 직접 용접을 계속 하면서 몸으로 체득한 방법인데 나름 쓸만한 방법인 듯 합니다.
가르쳐주는 선생님께서도 아래방법을 가끔 사용하실때도 있더라구요.
아무튼 아래의 초승달 모양의 운봉법으로 용접을 한 결과가 아래와 같습니다.



페인트마카로 절반부분을 표시하여 절반 용접 후 모재를 살짝 식힌 후 재용접을 하다가 아크 길이 조절 실패로 포로가 발생하였고 이전 포스팅에서도 언급했다시피 포로가 터질때까지 용접봉 거리를 조절하다가 포로가 터지는 순간 운봉하여 용접을 이어나갔습니다.



제가 평소에 잘 사용하지 않던 운봉법에 모재 간격이 넓다보니 이면비드가 표면위로 봉긋하게 나오지 않고 바닥 보다 살짝 얕은 상태인 것 같습니다.
게다가 적절하게 용융되어 이면비드 형성이 되지 않아 이면비드쪽에 살짝 홀이 발생한 듯 합니다.
후면부를 그라인딩하였는데 "역시는 역시 역시였습니다."
상단부의 이면비드가 제대로 생성되지 않아 하단부는 괜찮지만 상단부가 전부 구멍이 생긴 것을 확인 할 수 있습니다.
이에대해 교훈삼아 실전 모재 용접 시 유의해야할 사항이 정해졌습니다.
1. 루트면 1.8~2mm
2. 모재 간격 2.7~3mm
3. 평소 운봉법 사용
이제 실전 모재를 용접해봅시다!
- 3_용접기능사 일지 - 에서 계속....
'용접기능사' 카테고리의 다른 글
| 6_용접기능사 일지_6T(아래보기),9T(아래보기,수직,수평) (0) | 2022.08.15 |
|---|---|
| 5_용접기능사 일지_6T(아래보기,수직,수평)실전모재 (0) | 2022.08.03 |
| 4_용접기능사 일지_6T, 9T(아래보기,위보기)연습모재/6T(아래보기,수직,수평)실전모재 (0) | 2022.07.31 |
| 3_용접기능사 일지_6T(수평),9T(수직) 실전모재 (0) | 2022.07.27 |
| 1_용접기능사 일지_6T,가접,아래보기,포로 (0) | 2022.07.25 |



